Mineral wools line Other services
Basic description of the line
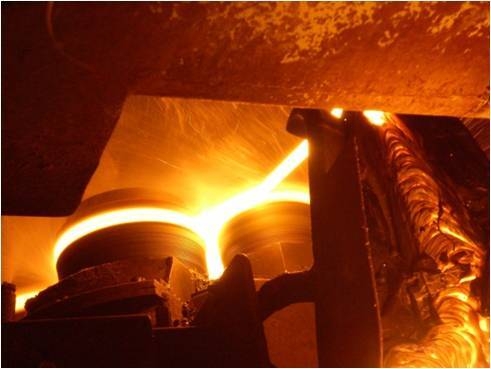
Using coke coal as fuel, the basic raw materials are melted in a cupola furnace. Once the desired temperature is reached, the created lava is conducted into a cooled trough onto separation coils. This is where spinning force and a stream of air create the fibers which are then coated by a binding agent.
Applying under pressure, the fibers are attached onto a part of the perimeter of a revolving drum. Taken on belt conveyors from this drum, the fibers are lead between two parallel vertical conveyors which, by means of a pendulum-like movement, lay the created fibers onto an adjustable conveyor. Its speed allows for a needed coat of mineral wool to be deposited gradually. The whole procedure is checked by weighing on a continuous scale. In order to achieve better consistency and by applying varied speed and pressure, the material is compressed. In the curing chamber is where the carpet of mineral wool is exposed to heat. The resin covering the fibers hardens and the final product achieves the wanted parameters of density.
In the cutting section the carpet is split longitudinally into strips and then laterally in order to obtain panels of the needed dimensions. The panels are piled in stacks of a specified height. The stack is enwrapped in PE shrinking foil for cover along its perimeter. It travels through a heat tunnel. When leaving the tunnel, the bundle is quite easy to manipulate.
Another supplement to the line can be a device that applies suitable dummy material on top of the panels.
Process of production
Using coke coal as fuel, the basic raw materials are melted in a cupola furnace. Once the desired temperature is reached, the created lava is conducted into a cooled trough onto separation coils. This is where spinning force and a stream of air create the fibers which are then coated by a binding agent.
Applying under pressure, the fibers are attached onto a part of the perimeter of a revolving drum. Taken on belt conveyors from this drum, the fibers are lead between two parallel vertical conveyors which, by means of a pendulum-like movement, lay the created fibers onto an adjustable conveyor. Its speed allows for a needed coat of mineral wool to be deposited gradually. The whole procedure is checked by weighing on a continuous scale. In order to achieve better consistency and by applying varied speed and pressure, the material is compressed. In the curing chamber is where the carpet of mineral wool is exposed to heat. The resin covering the fibers hardens and the final product achieves the wanted parameters of density.
In the cutting section the carpet is split longitudinally into strips and then laterally in order to obtain panels of the needed dimensions. The panels are piled in stacks of a specified height. The stack is enwrapped in PE shrinking foil for cover along its perimeter. It travels through a heat tunnel. When leaving the tunnel, the bundle is quite easy to manipulate.
Another supplement to the line can be a device that applies suitable dummy material on top of the panels.
Gallery







Do you need more information about the mineral wool lines? Do not hesitate to contact us
Line could be supplemented according customer’s request
Ecological equipment for SO2 disposal.
It is apparatus for ecological air cleaning in terms of SO2 by water solution absorption. Technological equipment consist of absorbing column loading, circulatory tank water drench solution, cooler of degas and container for preparing absorbing solution. Output concentration SO2 is lower than 300 mg/Nm3, installed input 6, 6 kW and cooling water 90 m3 / hour.
Single-purpose machine for semi-finished goods
Next is the single-purpose machine for semi-finished goods production, which is used for planting of agricultural seeds f(agro plate).
Technological line for waste processing from industrial process by briquetting
We offer complete technology, which includes weight of roughs, mixture, pressing, drying including stacking of finished briquettes. Technological production mode is part of route (description of separate rates of working process; prescriptions production of briquettes).
Additional equipment
Additional equipment we offer is production line with multipurpose equipment used for cutting lamellas (max. size of lamellas 200 x 200 – 1200 mm) from board’s size 1000 x 1200 mm and equipment for production of sandwich panels.
Frýdlantské strojirny Rasl a syn a.s as the general supplier of complete technological mineral wools production lines offers help with financing investment project of technology supply in cooperation with banks in the Czech Republic. Purchaser’s export credit is one form of financing help. Other form is contribution of project financing, in which bank defines the business transaction character. Insurance EGAP is necessary for both type of financing.
Line could be supplemented according customer’s request:
1. Ecological equipment for SO2 disposal.
It is apparatus for ecological air cleaning in terms of SO2 by water solution absorption. Technological equipment consist of absorbing column loading, circulatory tank water drench solution, cooler of degas and container for preparing absorbing solution. Output concentration SO2 is lower than 300 mg/Nm3, installed input 6, 6 kW and cooling water 90 m3 / hour.
2. Technological line for waste processing from industrial process by briquetting
We offer complete technology, which includes weight of roughs, mixture, pressing, drying including stacking of finished briquettes. Technological production mode is part of route (description of separate rates of working process; prescriptions production of briquettes).
3. Additional equipment we offer is production line with multipurpose equipment used for cutting lamellas (max. size of lamellas 200 x 200 – 1200 mm) from board’s size 1000 x 1200 mm and equipment for production of sandwich panels.
4. Next is the single-purpose machine for semi-finished goods production, which is used for planting of agricultural seeds f(agro plate).
Frýdlantské strojirny Rasl a syn a.s as the general supplier of complete technological mineral wools production lines offers help with financing investment project of technology supply in cooperation with banks in the Czech Republic. Purchaser’s export credit is one form of financing help. Other form is contribution of project financing, in which bank defines the business transaction character. Insurance EGAP is necessary for both type of financing.
Line are possible produce of 30 000 t by using good class raw materials.
The technological lines in three variants:
Line performance 15000t/year
Line performance 30000 t /year
Line performance 43000t/year
Line parts
Cupola furnace
Cupola furnace is a shaft furnace fed from above by a skip loader or a conveyor system. There is a set of nozzles at the bottom which supply the furnace interior with hot air with increased content of oxygen. Melting occurs at the bottom of the furnace. The melt material accumulates and once it reaches the outlet aperture it flows down to a cooled trough onto the fibre-separating disks. The burnt gases stream upwards to the top part of the furnace to be directed to the incinerator.
Combustion gases treatmet
The combustion gases dust, oxides and CO can be used for preparation of heated air for the furnace. The gases are sucked out by a fan and are then to be cooled in an exchanger to reach a temperature suitable for the dust to be treated by cloth filters. Having disposed of the dust, the gases are conducted into the incinerator where the carbon monoxide further burns to carbon dioxide with help of a burner. Thus treated, the fumes are cooled down by adding some air to them down to 750°C. Later on, in the exchanger, they are used for preparatory warm-up of combustion air for the furnace.
Spinners, Settling and stocking segment
The device consists of a robust structure containing four high-speed water-cooled spindles. As these revolve, fibres are created on their surface due to the centrifugal force. A stream of air sucks the fibres out, laying them on a settling drum. During this transfer, there is binding material wrapping the fibres. The binding agent is brought firstly through nozzles located around the disks and secondly from the centre of the second, third and fourth spindle. The fibre separation machine moves on rails in order to move it away from the space below the furnace should such a need arise.
The positioning part consists of a revolving drum that is large in diameter. Its perimeter is enclosed by two cylinders. This is where the fibres are settled, forming a mineral wool carpet of desired thickness. In order to lay the fibres correctly, there is underpressure evolved inside the drum. This works through the holes in the drum and helps attach the fibres properly. Further, there is a set of conveyors inside the drum. These deal with disposal of trash, clean the water and brushing system and also the high-pressure air device for rinsing of the drum and elevation of the mineral wool roll at the place where the latter detaches from the settling surface.
When the roll detaches from the drum, there are conveyors transporting it into two vertical conveyors. These pendulate in a preset range, laying the roll onto a stocking conveyor creating a layer of a specified thickness according to the type of final product. This carpet is continuously weighed on a tensometric scale.
Crepping device, curing chamber and cooling zone
The crepping device consists of a set of upper and lower roller conveyors which first both press the fibre carpet, and also felt it in order to ensure better mechanical features of the product.
Curing chamber
The curing chamber is there to harden the binding material inside the mineral wool sheet, thus achieving the desired properties of the product. The upper and lower conveyors can move vertically according to the thickness of the product. The chamber is divided into sections and each is equipped with independent air heating. Should fire break out inside the chamber, the fire extinguishing device is installed.
The chamber is controlled by an independent system which handles the air and pressures exuded in individual sections. Speed adjustment and also modification of height between the conveyors is managed by the central system.
The main advantage of the curing chamber is chain fitted within the chamber. Both upper and lower conveyor has the oil free chain. No lubrication is needed and therefore the possibility of fire occurrence is reduced to minimum.
Technical parameters of the finished boards | |
| Maximum carpet width | 2,000 mm |
| Panel length | 500; 600; 1,000 and 1200 mm |
| Panel thickness | 30 - 200 mm and above |
| Minimum weight per volume | 35 kg / m3 |
| Maximum weight per volume | 200 kg / m3 |
| Gas burners in accordance with the | EU standards |
| Average diameter | no less than 50 microns |
| Acidity module | more than 1.5 |
Curing chamber technical specification | |
| Curing level | 97% |
| Number of hardening zones | 4 |
| Maximum temperature | 270°C |
| Chamber heating time | at 15 - 250°C in approx. 1.5 hrs |
| Conveyors chain conveyors | with lamellas |
| Minimum conveyor speed | 0,75 m / min. (1,2 m / min.) |
| Maximum conveyor speed | 16 m / min. (24 m / min.) |
| Tightening of conveyor chains | by an independent hydraulic |
| Surface temperature | up to 50°C (outside temperature 20°C) |
Cooling zone | |
| Maximum length | 6 000 mm |
| Maximum width | 2 380 mm |
Additional combustion equipment | |
| Combustion temperature | 800°C |
| Combustion gases temperature | before 200°C |
| The heat | exchanger |
| Combustion time | 1,5 sec at 750°C |
Cutting station
The cutting station consists of 6 longitudinal circular saws, one lateral circular saw and a thickness saw.
The longitudinal circular saws allow the sliced dimension to be adjusted along the line. Each saw is equipped with a cover fitted with suction and connected to the suction system. The saw currently not in operation is manually raised into a non-functional position.
Roller conveyor is at the bottom part of the saw. There is a brush installed where the wool is cut. Below the brush there is a suction-treated cover connected to the suction system.
The saws are followed by trim material grinders which mill the cut-off parts for further use. The sliced fibers travel back into the stocking zone where they are mixed with new fibers and used repeatedly.
Stacking device
The stocking device consists of a set of roller and belt conveyors and stocking shelves. These allow the cut-up panels to be piled one on another to create the desired stock the height of which does not exceed 600 mm. The packet weighs no more than 30 kg.
The number and size of the panels in the stocked pile are set in the control board of the device. The whole operation is controlled automatically in accordance with the speed of the line.
Packing machine
The packaging equipment consists of a packing wrap charger and upper and lower wrap decoyers. The movable welding strip binds the upper and lower foils together. The packet is wrapped during its passage through the packaging machine, followed by a heated tunnel. The high temperature makes the plastic wrap shrink.
Frýdlantské strojirny Rasl a syn a.s as the general supplier of complete technological mineral wools production lines offers help with financing investment project of technology supply in cooperation with banks in the Czech Republic. Purchaser’s export credit is one form of financing help. Other form is contribution of project financing, in which bank defines the business transaction character. Insurance EGAP is necessary for both type of financing